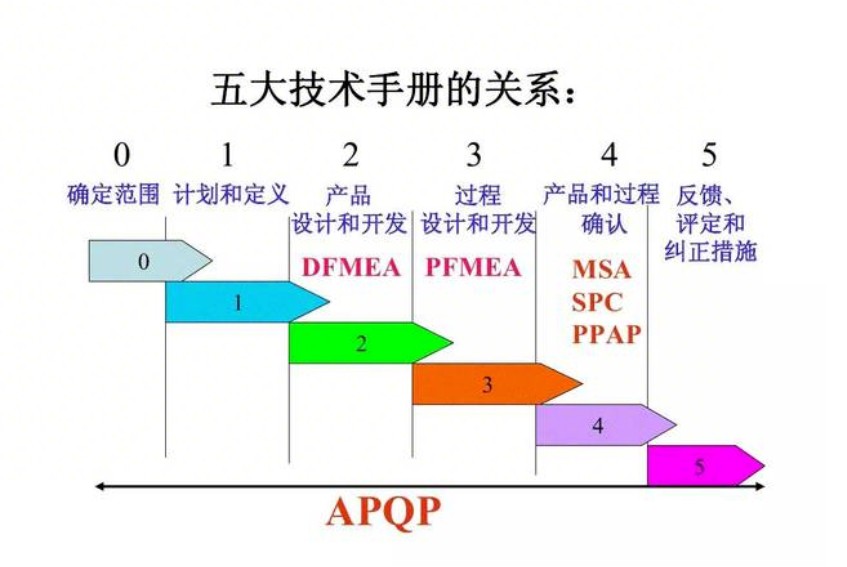
在汽车行业,产品质量直接关乎企业的生存与发展。IATF16949 质量管理体系中的五大核心工具,即 APQP(先期产品质量策划)、FMEA(失效模式及后果分析)、MSA(测量系统分析)、PPAP(生产件批准程序)和 SPC(统计过程控制),构成了汽车行业质量管理的坚实基石,全方位保障产品质量,助力企业在激烈竞争中脱颖而出。 一、APQP:先期产品质量策划,开启质量之旅APQP 是一种结构化的产品开发方法,它强调在产品量产前进行系统化策划,以确保质量目标的达成。这一过程如同搭建一座宏伟建筑,从项目计划与确定阶段开始,就需要明确客户需求、开展市场调研、确定项目范围和目标,并组建跨职能团队。此阶段为整个产品开发旅程奠定了基础,方向一旦确定,后续步骤便依此展开。 进入产品设计与验证阶段,工程师们如同精心雕琢艺术品的工匠,专注于详细的产品设计方案。他们通过设计评审,反复打磨设计细节,同时开展必要的性能测试,确保产品设计不仅满足功能需求,更具备卓越的可靠性。 过程设计与验证阶段则像是构建高效生产线的精密布局。企业需绘制工艺流程图,调试设备与工装,制定详细的作业指导书,为后续大规模生产筑牢根基。 产品与过程确认阶段,企业如同即将登台表演的演员进行最后的彩排。开展量产前的最终验证,评估产能,规划物流与供应链计划,确保产品能够顺利、高效地进入市场。 最后,在反馈与持续改进阶段,企业收集客户反馈,深入分析质量数据,不断实施改进措施并更新相关文件,使产品质量在持续优化中迈向卓越。APQP 通过跨部门的紧密协作和全面的风险评估,为产品从设计到交付的全流程保驾护航,有效缩短开发周期,降低成本,提升产品质量与客户满意度。 二、FMEA:失效模式及后果分析,防范风险于未然FMEA 是一款极具前瞻性的预防性工具,专注于识别产品设计或生产过程中潜在的失效模式,并深入评估其产生的影响。在分析过程中,FMEA 通过对失效的严重度(S)、发生频率(O)和探测度(D)进行量化评估,计算出风险顺序数(RPN = S×O×D)。这一数值成为企业判断风险优先级的关键指标,帮助企业精准定位高风险问题,集中资源进行优先处理。 设计 FMEA(DFMEA)如同一位敏锐的侦探,专注于排查产品设计中的潜在缺陷。它从产品功能、性能、安全性等多个维度出发,通过头脑风暴、历史数据回顾等方法,找出可能的失效情况,分析其对产品整体的影响程度。而过程 FMEA(PFMEA)则像是生产线上的质量卫士,聚焦于制造环节的潜在问题。从原材料采购、零部件加工到产品装配,PFMEA 对每个生产步骤进行细致剖析,识别可能导致产品质量问题的潜在因素。FMEA 不仅在汽车行业应用广泛,在电子、机械等众多制造业领域也发挥着重要作用,通过提前识别和解决潜在风险,有效减少产品召回和质量事故,为企业节省巨额成本,维护品牌声誉。 三、MSA:测量系统分析,守护数据准确性MSA 通过科学的统计方法评估测量系统的准确性和稳定性,确保测量数据真实可靠。在汽车生产过程中,准确的测量数据是质量管理决策的基石,若测量系统存在偏差,将会导致错误的质量判断,进而引发一系列严重问题。 MSA 的分析指标涵盖多个关键方面。重复性关注同一操作者多次测量时的差异,它反映了测量设备本身的稳定性。例如,一位熟练的工人使用卡尺多次测量同一零部件的尺寸,若测量结果波动较大,说明测量设备的重复性可能存在问题。再现性则考察不同操作者之间的测量差异,它体现了测量系统在不同人员操作下的一致性。比如,不同的工人使用同一台测量设备对同一批产品进行测量,若结果差异明显,可能需要对测量方法或人员培训进行优化。此外,线性、偏倚和稳定性也是 MSA 评估的重要内容。线性反映了测量系统在不同测量范围内的准确性变化;偏倚衡量测量结果与真实值之间的偏差;稳定性则关注测量系统在一段时间内的性能波动情况。只有确保测量系统的可靠性,企业才能依据准确的数据做出科学的质量管理决策,有效降低质量成本,提升产品质量。 四、PPAP:生产件批准程序,获取客户认可的关键PPAP 是企业向客户提交生产件样品及相关文件,以获取客户批准的关键程序,它如同产品进入市场的一张重要通行证。在汽车供应链中,企业要确保产品完全符合设计要求,才能获得批量供货的资格。PPAP 的提交内容丰富而全面,包括样件、控制计划、FMEA 报告、尺寸检测结果等共计 19 项文件。默认提交等级为 3 级,这要求企业提供完整的支持数据,以充分证明产品的质量和生产过程的稳定性。 企业在多种情况下需要进行 PPAP 提交。新产品首次开发时,企业需要通过 PPAP 向客户展示产品的设计和生产能力;当产品设计发生变更,如产品结构、尺寸、材料等方面的改变,或者生产过程出现变动,如生产设备更新、工艺路线调整、生产场地迁移,以及供应商发生更换时,都需要重新提交 PPAP,以确保变更后的产品仍然满足客户的严格要求。提交的文件和样件必须真实、准确、完整,且与实际生产情况高度相符。任何虚假或不完整的信息都可能导致客户批准不通过,严重影响产品的量产进度和企业的市场拓展计划。只有顺利通过 PPAP,企业才能正式进入批量生产阶段,为客户源源不断地提供高质量的产品。 五、SPC:统计过程控制,保障生产过程稳定SPC 运用先进的统计技术对生产过程进行实时监控,精准区分随机波动与异常波动。其核心工具是控制图,它就像生产线上的智能仪表盘,实时跟踪关键参数,如尺寸、温度、压力等的变化趋势,一旦发现异常情况,便立即发出警报。控制图的类型丰富多样,适用于不同的生产场景。均值 - 极差控制图(X - R 控制图)常用于监控生产过程中产品质量特性的均值和极差变化,尤其适用于样本量较小的情况。均值 - 标准差控制图(X - S 控制图)则在样本量较大时,用标准差更精确地反映数据的离散程度。不合格品率控制图(p 控制图)专注于监控生产过程中不合格品的比例变化,帮助企业及时发现生产过程中的质量波动。 通过计算过程能力指数(CPK),企业可以直观地评估生产过程的稳定性。CPK 值越高,表明生产过程越稳定,产品质量越能得到有效保障。例如,在汽车零部件制造过程中,SPC 可用于严格控制零部件的尺寸精度,确保每个零部件都符合高质量标准;在装配过程中,监控扭矩值的稳定性,保证产品的装配质量;在涂装过程中,精准控制膜厚,提升产品的外观质量和防护性能。SPC 的广泛应用,使得企业能够及时发现生产过程中的质量问题,迅速采取调整措施,有效避免大量不合格产品的产生,极大地提高了生产效率,降低了生产成本,同时确保了产品质量的一致性和稳定性。 六、五大工具协同运作,铸就汽车质量辉煌在汽车质量管理的实践中,这五大核心工具并非孤立存在,而是紧密配合,协同运作。APQP 作为整体框架,贯穿产品开发的全生命周期,为整个过程提供宏观的规划和明确的指导方向。FMEA 则在 APQP 的设计和试生产阶段发挥着关键作用,基于 APQP 确定的产品和过程要求,提前识别潜在风险,为 APQP 中的风险评估和决策提供重要依据,同时为后续控制计划的制定提供关键输入。MSA 和 SPC 携手致力于过程控制,MSA 为 SPC 提供可靠的测量数据支持,SPC 依据准确数据监控生产过程,其发现的过程变异又为 MSA 评估测量系统是否需要改进提供线索。PPAP 作为 APQP 的重要输出成果,整合了 FMEA 识别的风险控制措施、MSA 确保的测量数据可靠性以及 SPC 体现的过程稳定性等多方面信息,以完整的文件和样件向客户展示产品满足要求的能力,获取客户批准,实现从设计到批量生产的**渡。 这五大核心工具相互协作、相辅相成,共同构建起一个高效、严密的质量管理体系。它们的应用不仅显著降低了企业的质量成本,提升了客户满意度,更为企业在竞争激烈的汽车供应链中赢得了强大的竞争力。随着汽车行业的不断发展和技术的持续创新,这五大核心工具也将不断进化和完善,持续为汽车质量管理保驾护航,推动行业迈向更高质量的发展阶段。 ■ END ■ |
 |埃索知-关注企业ISO资质体系发展|手机版|埃索知
( 粤ICP备2024355346号 )
|埃索知-关注企业ISO资质体系发展|手机版|埃索知
( 粤ICP备2024355346号 )
GMT+8, 2026-4-6 17:18 , Processed in 0.108541 second(s), 25 queries .